Dark Factory Pattern: How AI Is Building the Fully Autonomous Factory of the Fut
AI-assisted, human-edited
This article was drafted with the help of large language models and reviewed by a Shine Soft Corp engineer before publication. Facts, citations, and code samples were verified against the linked sources. All opinions and editorial direction belong to the editor.
Discover how the Dark Factory Pattern combines AI, robotics, Industrial IoT, computer vision, and digital twins to create fully autonomous manufacturing operations.

Dark Factory Pattern: How AI Is Building the Fully Autonomous Factory of the Future
Introduction
Artificial Intelligence is transforming industries at an unprecedented pace. While many businesses are experimenting with AI-powered assistants and automation tools, manufacturing is undergoing an even bigger revolution through the rise of the Dark Factory Pattern.
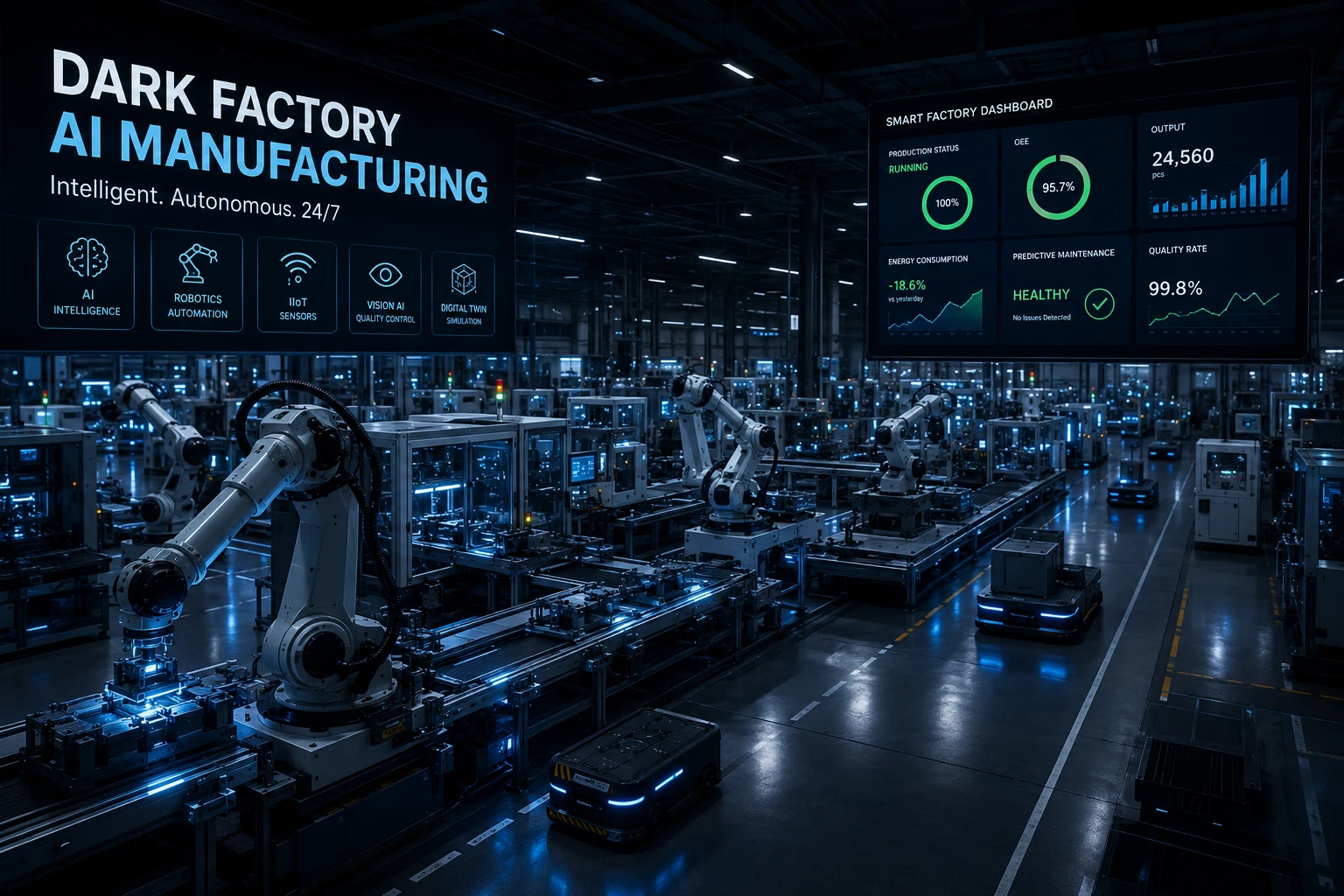
A Dark Factory, often referred to as a Lights-Out Factory, is a manufacturing facility capable of operating with minimal or no human intervention. AI systems, industrial robots, autonomous vehicles, sensors, and digital twins collaborate to manage production around the clock.
The concept is rapidly becoming one of the most important developments in Industry 4.0 and is expected to redefine how products are manufactured over the next decade.

Image : Futuristic AI-powered factory operating autonomously at night with robotic assembly lines.
What Is a Dark Factory Pattern?
Image : Overview diagram showing AI, robots, sensors, and autonomous systems working together.
The Dark Factory Pattern is a design and operational model where intelligent systems take control of manufacturing processes without requiring constant human supervision.
The term "dark factory" originated because facilities operating without workers do not require traditional lighting, allowing factories to run "in the dark."
In a true Dark Factory:
- AI plans production schedules
- Robots execute manufacturing tasks
- Sensors monitor equipment health
- Computer vision performs quality inspections
- Autonomous vehicles transport materials
- Digital twins simulate operations
- Predictive systems prevent downtime
The result is a highly efficient manufacturing environment capable of operating continuously.
The Evolution of Manufacturing
Image : Timeline showing Industry 1.0 through Industry 5.0.
Industry 1.0
- Steam-powered machinery
- Manual labor
- Mechanical production
Industry 2.0
- Electricity-powered factories
- Assembly lines
- Mass production
Industry 3.0
- Computerized systems
- PLC automation
- Robotics introduction
Industry 4.0
- Smart factories
- Industrial IoT
- Data-driven manufacturing
Industry 5.0
- Human-AI collaboration
- Autonomous operations
- Dark Factory implementation
Core Technologies Behind a Dark Factory
1. Artificial Intelligence

Image : AI dashboard monitoring manufacturing operations.
Artificial Intelligence serves as the brain of the factory.
AI systems analyze millions of data points and make real-time decisions regarding:
- Production planning
- Demand forecasting
- Resource allocation
- Quality control
- Predictive maintenance
- Process optimization
Modern AI continuously learns from operational data and improves performance over time.
2. Industrial Robotics

Image : Robotic arms assembling products on a production line.
Industrial robots perform tasks such as:
- Assembly
- Welding
- Packaging
- Material handling
- Product inspection
Unlike traditional automation systems, modern AI-enabled robots can adapt to changing production requirements and collaborate with other machines.
3. Industrial IoT (IIoT)

Image : Sensors collecting real-time data from factory equipment.
Industrial IoT connects machines through thousands of sensors that continuously monitor:
- Temperature
- Pressure
- Energy consumption
- Machine vibration
- Production output
- Equipment health
This creates a real-time digital view of the entire factory.
4. Computer Vision
Image : AI-powered camera inspecting products on a conveyor belt.
Computer vision systems replace manual inspection processes by detecting:
- Manufacturing defects
- Surface imperfections
- Missing components
- Packaging errors
- Product inconsistencies
These systems often achieve greater accuracy than human inspectors.
5. Digital Twins

Image : Virtual 3D representation of a factory synchronized with real operations.
A Digital Twin is a virtual replica of a physical manufacturing environment.
Benefits include:
- Process simulation
- Failure prediction
- Capacity planning
- Optimization testing
- Real-time monitoring
Manufacturers can evaluate changes digitally before implementing them in the real world.
6. Autonomous Logistics
Image : Automated guided vehicles moving materials inside a smart warehouse.
Autonomous logistics systems include:
- Automated Guided Vehicles (AGVs)
- Autonomous Mobile Robots (AMRs)
- Smart conveyor systems
- Robotic warehouse management
These technologies ensure seamless material movement throughout production.
How a Dark Factory Works
Image : End-to-end workflow diagram from raw materials to shipping.
A typical Dark Factory workflow follows these steps:
Step 1: Inventory Planning
AI forecasts demand and schedules production requirements.
Step 2: Material Delivery
Automated systems receive and organize raw materials.
Step 3: Production Execution
Robots manufacture products according to digital instructions.
Step 4: Continuous Monitoring
Sensors gather operational data in real time.
Step 5: Automated Quality Inspection
Computer vision systems verify product quality.
Step 6: Packaging
Robotic systems package finished products.
Step 7: Warehousing and Shipping
Autonomous logistics systems prepare orders for distribution.
This cycle operates continuously without requiring human intervention.
Benefits of the Dark Factory Pattern

Image : Infographic comparing traditional factories with dark factories.
Continuous Production
Factories can operate 24 hours a day, 7 days a week without shift changes.
Reduced Operating Costs
Organizations can significantly reduce:
- Labor costs
- Lighting expenses
- Climate control costs
- Downtime
Improved Product Quality
AI-driven quality inspection provides greater consistency and accuracy.
Faster Manufacturing
Autonomous systems eliminate delays caused by manual processes.
Predictive Maintenance
AI identifies potential equipment failures before they occur.
Enhanced Workplace Safety
Employees are removed from hazardous production environments.
Real-World Examples of Dark Factories

Image : Highly automated manufacturing facility.
FANUC
FANUC operates highly automated manufacturing facilities where robots help manufacture other robots.
Philips
Philips utilizes advanced automation within several manufacturing operations to improve efficiency and product quality.
Xiaomi
Xiaomi has invested heavily in AI-powered smart factories capable of producing smartphones with minimal human involvement.
Challenges of Dark Factory Adoption
High Initial Investment
Implementing autonomous manufacturing requires significant capital investment.
Technology Integration
Organizations must connect:
- ERP systems
- Manufacturing systems
- Robotics platforms
- Supply chain software
Cybersecurity Risks
Connected systems create larger attack surfaces for cyber threats.
Workforce Transformation
While fewer production workers may be required, demand increases for:
- AI Engineers
- Robotics Specialists
- Data Scientists
- Automation Architects
Dark Factory Pattern in Software Development
The Dark Factory concept is no longer limited to manufacturing.
Many experts now apply similar principles to software engineering.
AI agents can autonomously:
- Generate code
- Write tests
- Review pull requests
- Deploy applications
- Monitor infrastructure
- Create documentation
Developers increasingly act as supervisors and architects while AI performs routine implementation tasks.
This emerging trend is often described as the Software Dark Factory.
Dark Factory Architecture
Customer Orders
│
▼
AI Planning Engine
│
▼
Digital Twin Simulation
│
▼
Autonomous Production System
│
┌─────┼─────┐
▼ ▼ ▼
Robots Sensors Vision AI
│
▼
Quality Control
│
▼
Autonomous Warehouse
│
▼
Shipping & Delivery
Future of Dark Factories
Image : Fully autonomous futuristic manufacturing ecosystem.
Future dark factories are expected to include:
- Self-learning AI systems
- Autonomous maintenance robots
- AI-managed supply chains
- Real-time digital twin optimization
- Human-free production cells
Organizations that embrace these technologies early may gain substantial competitive advantages through efficiency, scalability, and operational excellence.
Conclusion
The Dark Factory Pattern represents one of the most significant shifts in modern manufacturing. By combining Artificial Intelligence, Industrial IoT, Robotics, Computer Vision, Digital Twins, and Autonomous Logistics, organizations can create production environments that operate continuously with minimal human involvement.
As AI technologies mature, dark factories will become increasingly common across industries ranging from electronics and automotive manufacturing to pharmaceuticals and consumer goods.
For businesses planning their Industry 4.0 transformation, understanding and adopting the Dark Factory Pattern may become a critical step toward future competitiveness.
Frequently Asked Questions
What is a Dark Factory?
A Dark Factory is a manufacturing facility that operates with little or no human intervention using AI, robotics, IoT, and automation technologies.
Why is it called a Dark Factory?
The name originates from the fact that factories operating without workers require minimal lighting, allowing them to operate "in the dark."
What technologies power a Dark Factory?
Key technologies include AI, Industrial IoT, Robotics, Computer Vision, Digital Twins, Autonomous Logistics, and Predictive Analytics.
Are Dark Factories completely human-free?
Most current implementations still require human oversight for maintenance, strategic planning, and exception handling.
Which industries benefit the most?
Automotive, electronics, semiconductor, pharmaceutical, logistics, and consumer goods manufacturing industries benefit significantly from Dark Factory adoption.